鋁合金壓鑄件氧化斑點的原因是啥
文章來源:譽格壓鑄時間:2019-06-19 點擊:
轎車鋁合金壓鑄出現空氣氧化黑斑的緣故及解決方案
轎車鋁合金壓鑄以及鋁合金鍍金比一般銅件鍍金要艱難得多,加工工藝全過程也非常復雜。關鍵緣故是壓鑄件以及鋁合金自身的特性與別的金屬材料不一樣,鋁是歸屬于兩性金屬,與酸和堿都起反映,前解決稍有不善,便會導致表層過浸蝕。并且壓鑄件以及鋁合金不論是在空氣中還是在水溶液上都非常容易造成空氣氧化膜,這層空氣氧化膜如果不除去整潔,將危害涂層的結合性。鋁合金壓鑄件普遍缺點特點:空氣氧化焊瘤多遍布在鑄造件的上表層,在金屬型鑄不換氣的拐角位置。斷裂面多呈灰白或淡黃色,經x光透視或在機械加工制造時發覺,也可在堿洗、酸洗鈍化或陽極氧化處理時發覺。試驗結果顯示:在NaOH水溶液中添加適度防腐劑能造成好的打磨拋光實際效果。
探究性試驗還發覺:用果糖的NaOH水溶液在一些標準下開展直流電恒流源化學拋光后,鋁型材表層透射率能夠 做到90%,但因為試驗還存有不穩定要素,尚需進一步科學研究。探尋了選用直流電單脈沖化學拋光法在偏堿標準下打磨拋光鋁型材的可行性分析,結果顯示:選用單脈沖化學拋光法能夠 做到直流電恒流源化學拋光的平整實際效果,但其平整速率比較慢
包壓鑄件生產加工時一部分包鋁層被鉆削掉,表層包鋁屬鋁,被包的里層是雜鋁,二種材料差別很大,故空氣氧化后出現“白斑病”一樣黑斑。
解決方案:這一狀況顧客通常不容易太了解,生產廠家要多做表述工作中,說清前因后果,以防造成誤會。另一方面,制鋁業公司預測分析,轎車壓鑄件運用五年內將升高50%,從2001年250磅/輛,到2006年將做到380/輛。很多生產制造壓鑄件,必須用聚晶金鋼石(PCD)數控刀片。生產加工時造成切削PCD數控刀片毀壞關鍵緣故。要維持PCD數控刀片鉆削刃詳細,管用鉆削負載分布均勻到每一個車刀側刃上。
轎車壓鑄件退火處理:將鋁合金鑄件加溫到較高的溫度,一般約為300℃上下,隔熱保溫一定的時間后,隨爐制冷到室內溫度的加工工藝稱之為淬火。在淬火全過程中固溶體產生溶解,相質點產生集聚,能夠 清除,鑄造件的熱應力,平穩鑄造件規格,降低形變,擴大鑄造件的塑性變形。
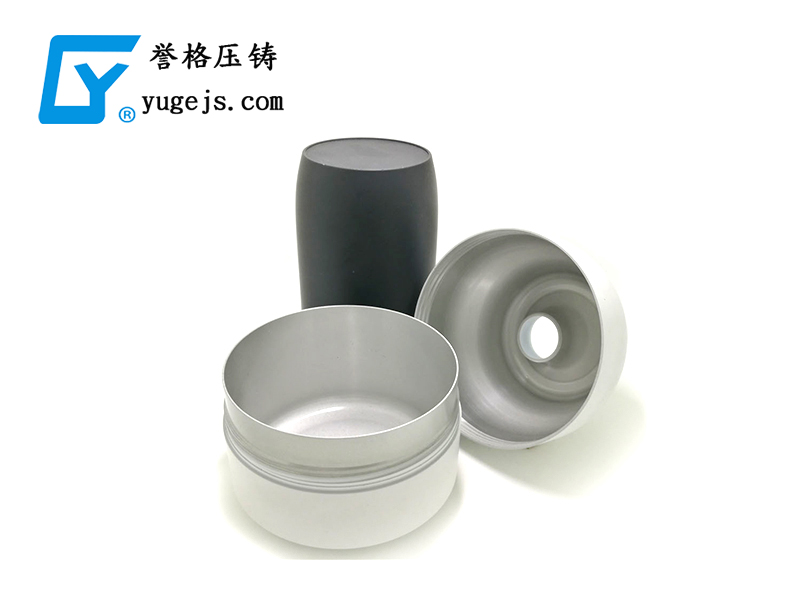
 鋁合金壓鑄
鋁合金壓鑄